
metalworkingmag.cn
15
'21
Written on Modified on
Liebherr News
二合一
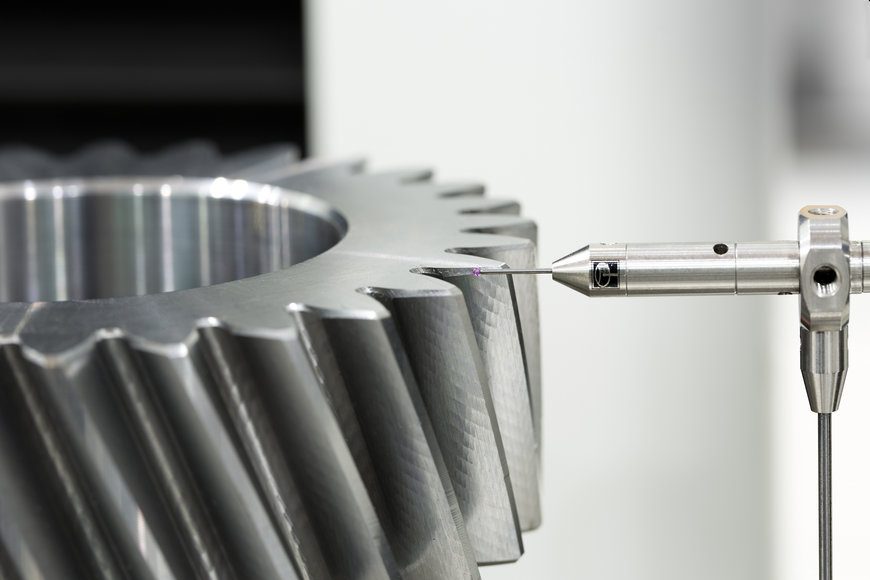
Liebherr-Verzahntechnik GmbH 进一步研发其齿轮测量软件,将两个测量步骤合为一体:倒棱测量现在集成在齿轮测量中。首先,对评估区域的自动采集即已确保了过程的可靠性和测量结果的最高精度。此外,简化的数据输入和简洁明了的测量报告显示确保了易操作性。
此前,齿轮测量和倒棱测量是在不同的测量软件模块中分两步进行的:首先,通过连续扫描获取齿的整个横截面。在此基础上,测量技术员在测量软件模块中手动定义倒棱的评估范围,然后在下一步中再对倒棱进行测量。这里存在问题,一方面,特定区域的界定可能并不精确:倒棱的评估范围以及在此规定范围内采集的点的数量仅通过计算而并不是实际测得的。实际倒棱的潜在位置偏差并不总能准确采集。另一方面,由用户手动进行数据输入很耗时,并且存在可能伪造测量结果。
新功能:自动倒棱测量
齿轮技术专家 Liebherr 对其测量软件进行了扩展,现已成功将倒棱测量集成在齿轮测量中。现在,评估区域的确定和扫描点的定义都实现了自动化。这意味着只需在开始时输入一次测量和评估参数,即可自动确定倒棱的评估区域并定义要扫描的点。“该软件可以识别倒棱从何处开始,并对其进行实际测量”,Liebherr 齿轮测量设备产品经理 Matthias Brüderle 解释道。“这可确保高的重复性精度,从而得到更精确的测量结果。”
简单明了
Liebherr 的测量软件一直以易操作性见长。随着当前的进一步研发,数据输入和输出已针对倒棱测量进行了优化和简化:通过评估范围的数字输入可准确定义任意倒棱。无论是单个倒棱还是一个齿上的所有四个倒棱,都可以在第一次测量时便输入并记录倒棱宽度、深度和角度的标称值。此外,操作人员还可以考虑并设置磨齿加工余量或设定测量的齿数等参数。测量结果的输出,以前只是测量程序的部分功能,现在则专为倒棱测量而量身定制。测量报告读起来清晰明了,以图形和表格的形式输出
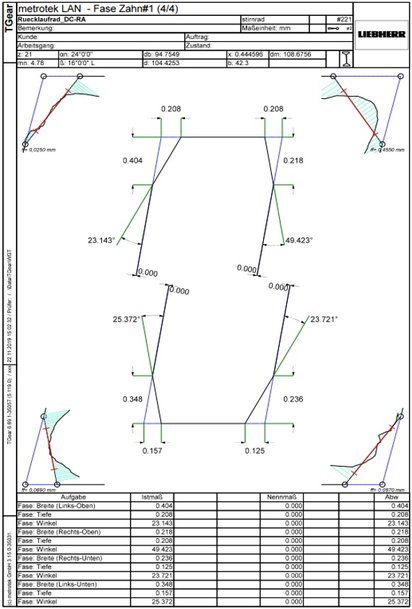
清晰的测量记录
对测量技术不断提高的要求
在变速箱的各个应用领域,对齿轮的功率密度、效率、使用寿命和噪音的各方面要求都在不断提高。特别是在电动汽车应用领域,齿轮测量技术是质量保证和生产过程控制的一个重要组成部分。凭借自动化倒棱测量,Liebherr 迈出了成功的一步,在简化操作和节省时间的同时保证了最高精度和高过程可靠性。
可单独订购和升级安装
该软件由 Liebherr 与 Metrotek GmbH 独家合作开发,作为标准配置安装于配备 Renishaw 测头系统、花岗岩导轨和空气轴承的 Liebherr 高精度 WGT系列 测量机。此外,该软件也可以作为基本软件包的自定义扩展功能(根据工件)单独购买,并可随时升级。该软件用以测量模数 > 0.12 的齿轮。根据现行齿轮加工标准进行评估。通过不受制造商限制的 GDE 接口来交换齿轮几何参数和测量数据,设置数据可以在齿轮加工机床上自动修正。如果需要标准之外的解决方案,Liebherr 可作为经验丰富的开发合作伙伴,竭诚为客户提供服务。Matthias Brüderle 表示:“如果客户有进一步的愿望或需求,软件可以单独进行调整和更新”。
www.liebherr.com
